Always choose a reliable blow-down valve. If you have not had this happen to you already, it is just a matter of time before a blow down valve gets stuck open or stuck closed. “Stuck open” means your system will not be able to “cycle up” and you will, depending on how open the valve is, burn through an excessive amount of water. “Stuck closed” means you are not able to purge saturated water and you will begin to scale up rapidly. Leverage Conductivity set points in your controllers to quickly identify when a bleed valve is in one of these failure modes. Ideally, have the controller cloud connected to send you a notification in these events so you can actively troubleshoot the system. Routine inspection of blow-down valves is important. Selecting a reliable cost-effective blow down valve can help avoid water waste, system down time, and unnecessary chiller cleanings.
Regulating mineral deposition through polymer feed is another tool for Scale Control. As an electrical engineer, I dare not try commenting too much on polymer. If you want to know more about polymers, I recommend a paper by Mike Standish with Radical Polymers, LLC. called Ground Up: Designing New Polymers for Independent Water Treatment Companies. Keeping enough of the right polymers in your cooling system water can change the scaling tendency. There are hundreds of “different” polymers. These polymers can be grouped into various families. Profiling the water, selecting the right scale inhibitor and ensuring you have the right feed solution is important. Correct dosage of polymer is where the equipment comes back into play. Fluorometers are a notable technology for this exact purpose. Many chemical blenders now add a tracer to their scale inhibitor as a way of tracking injected concentrations and these inline trace sensors (even the handhelds) can be useful to correlate fluorescence to polymer levels. The depletion ratios are not the same, but they have value. Actual polymer testing is far more costly and less practical. Other feed methods for inhibitor feed are either time based or water consumption based.
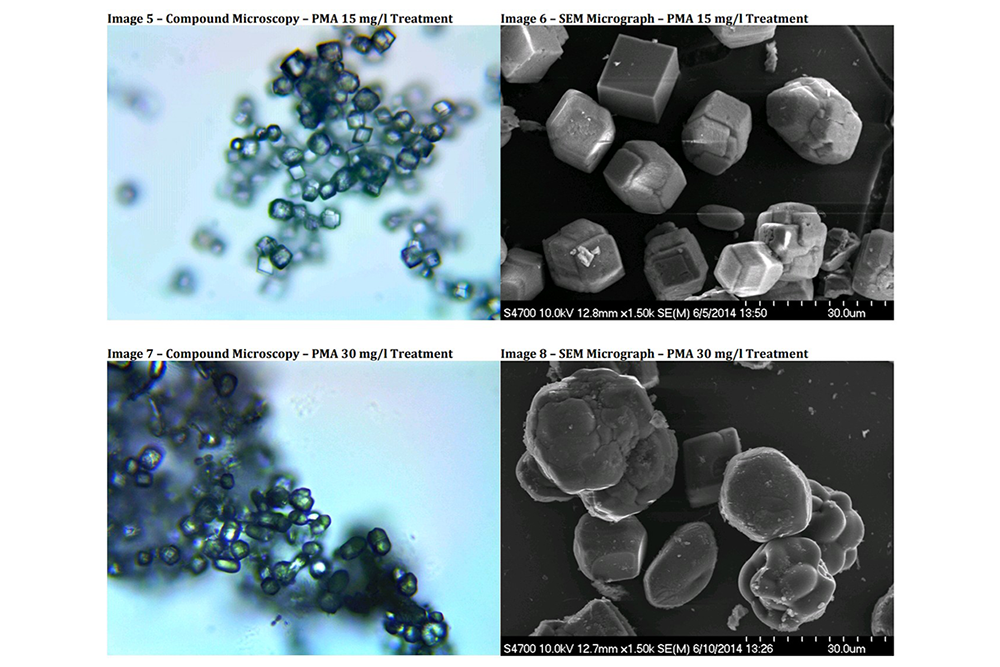
Courtesy of Radical Polymers, LLC.
Example of Polymaleic Acid crystal modification of cubic calcium carbonate
- Standish, M. (2014). Ground Up: Designing New Polymers for Independent Water Treatment Companies. [p13]
When calculating scaling tendency, you will notice, the main factors are: conductivity, temperature, alkalinity and hardness. Alkalinity can be adjusted by pH based acid feed and water hardness can be also reduced with the correct pretreatment softening system. These two methods are also used to help conserve water, which allows for more cycles while still maintaining a low scale tendency. It is important to size these systems correctly if you wish to leverage them. Oversizing your softening system and any acid feed program is always good practice to keep up with demand.
Every system will vary slightly. Every customer will have different desires and budgets. There are so many resources, equipment manufacturers, and different approaches to cooling tower water treatment. There is no right answer. Whether you get 3 versus 6 cycles of concentration does not make one better than the other. Some areas have scarce water, while others do not. There are also points of diminishing return and budgets which make certain considerations impractical. If you maximize chiller efficiency and minimize the need for cleans, your customers will have little room to complain.